 Nederlands
Nederlands-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano - Nederlands
-
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


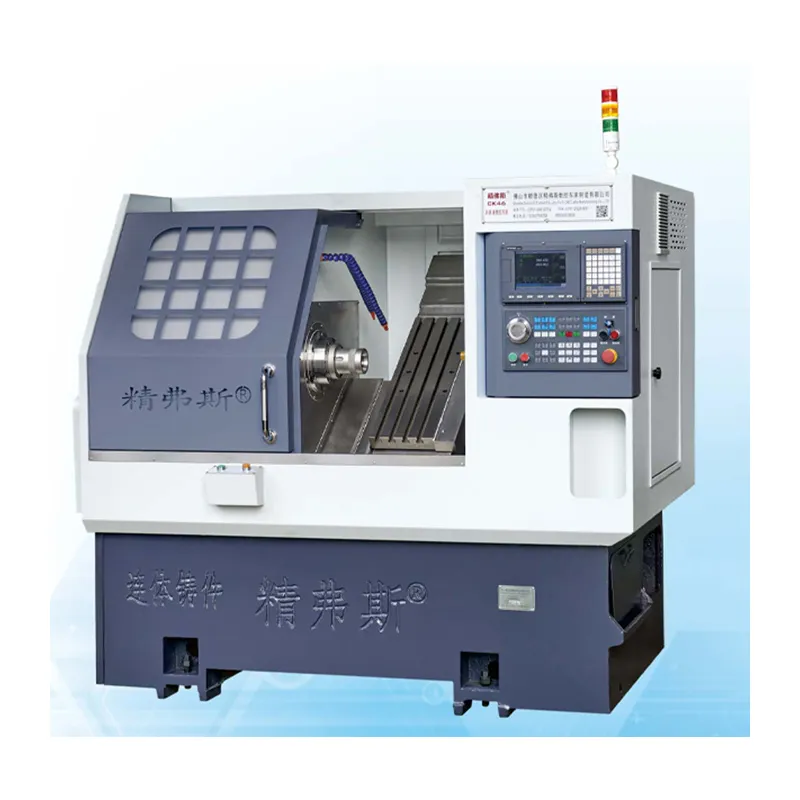
Hoe kies je de richting en het werkingspunt van de klemkracht van CNC -machinetools?
1. De klemkracht moet worden gericht op de belangrijkste positioneringsreferentie. Het werkstuk heeft een verticaliteitsvereiste met het /4 -oppervlak. Daarom wordt het A -oppervlak gebruikt als het hoofdoppervlak van de hoofdpositionering tijdens de verwerking en moet de richting van de klemkracht F worden gericht naar het /4 -oppervlak. Als de klemkracht wordt gewijzigd in het B -oppervlak, vanwege de hoekfout tussen de zijde /4 van deCNC draaibankDeel en het onderoppervlak B, de positioneringspositie van het werkstuk wordt vernietigd tijdens klem, waardoor de verticaliteitsvereiste van het gat en /4 oppervlak wordt beïnvloed.
2. Het werkingspunt van de klemkracht moet binnen het ondersteuningsbereik van het positioneringselement vallen en dicht bij het geometrische centrum van het ondersteunende element zijn. De klemkracht werkt buiten het ondersteunende oppervlak, waardoor het werkstuk kantelt en bewegen, waardoor de positionering van het werkstuk wordt vernietigd.
3. De richting van de klemkracht moet bevorderlijk zijn om de grootte van de klemkracht te verminderen. Bij het boren van gat A is de richting van de klemkracht dezelfde als de axiale snijkracht F. De richting van de werkstuk Gravity C is hetzelfde en de klemkracht die nodig is voor het verwerkingsproces is kleiner.
4. De richting en het werkingspunt van de klemkracht moet worden uitgeoefend op de richting en positie met een betere stijfheid van de CNC -draaibankonderdelen. De axiale stijfheid van het dunwandige mouwwerkstuk is beter dan de radiale stijfheid en de klemkracht moet in de axiale richting worden uitgeoefend; Wanneer de dunwandige doos wordt geklemd, moet deze op de bolle rand werken met een betere stijfheid; Wanneer de doos geen convexe rand heeft, kan de klem van één punt worden gewijzigd in klempunten met drie punten.
5. Het werkingspunt van de klemkracht moet zo dicht mogelijk bij het werkstukverwerkingsoppervlak liggen. Om de stijfheid van het werkstukverwerkingsgedeelte te verbeteren en de trillingen van het werkstuk te voorkomen of te verminderen, moet het werkingspunt van de klemkracht zo dicht mogelijk bij het verwerkingsoppervlak liggen. Wanneer de vork wordt vastgeklemd, werkt de hoofdklemkracht F: verticaal op het hoofdoppervlak van de positionering en worden hulpsteunen in de buurt van het verwerkingsoppervlak ingesteld. Bij het toepassen van de juiste hulpklemkracht kan de installatierigiditeit van het werkstuk worden verbeterd.
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid