 Nederlands
Nederlands-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano - Nederlands
-
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Vereisten van CNC -machine -tools voor mechanische structuur
De belangrijkste structuur vanCNC Machine Toolsheeft de volgende kenmerken:
1) Vanwege het gebruik van high-performance continu variabele snelheidsspillen en servo-transmissiesystemen, is de limiettransmissiestructuur van CNC-machine-tools sterk vereenvoudigd en wordt de transmissieketen sterk verkort;
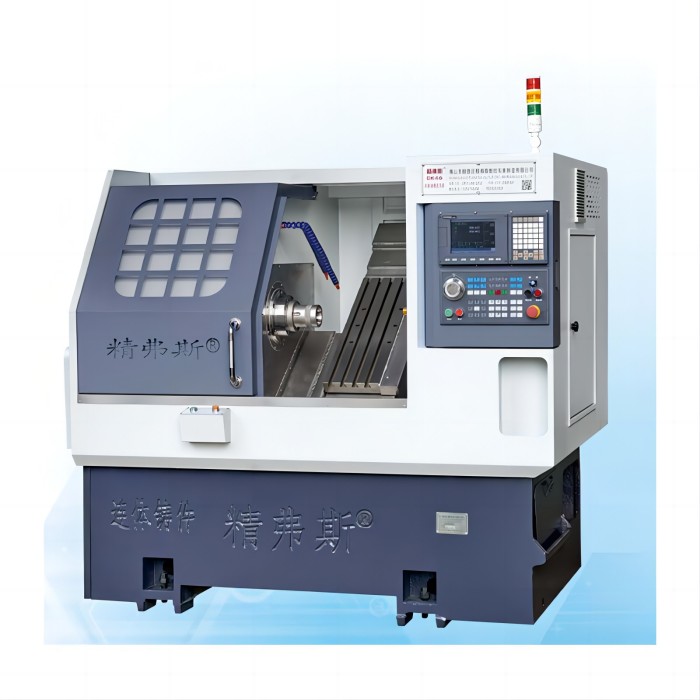
2) Om zich aan te passen aan continue geautomatiseerde verwerking en de verwerkingsproductiviteit te verbeteren, heeft de mechanische structuur van CNC -machine -tools een hogere statische en dynamische stijfheid en dempingsnauwkeurigheid, evenals hogere slijtvastheid en minder thermische vervorming;
3) Om wrijving te verminderen, de transmissie-speling te elimineren en een hogere verwerkingsnauwkeurigheid te verkrijgen, worden efficiëntere transmissiecomponenten gebruikt, zoals kogelschroefparen en rolgidsen, anti-backlash versnellingsparen, etc.
4) Om de werkomstandigheden te verbeteren, worden de hulptijd verminderen, de werking verbeteren en de arbeidsproductiviteit verbeteren, hulpmiddelen zoals automatische gereedschapsklemapparaten, gereedschapsmagazines en automatische toolsveranderingsapparaten en automatische chipverwijderingsapparaten worden gebruikt.
Volgens de toepasselijke gelegenheden en structurele kenmerken van CNC -machine -tools worden de volgende vereisten voor de structuur van CNC -machinetools naar voren gesteld:
1. Hogere statische en dynamische stijfheid van het gereedschap Machine
CNC Machine Toolsworden automatisch verwerkt volgens de instructies van CNC -programmering of handmatige gegevensinvoer. Aangezien de positioneringsfout veroorzaakt door de geometrische nauwkeurigheid en vervorming van de mechanische structuur (zoals het machinegereedschapsbed, leidrails, werktabiele, gereedschapshouder en spindelbox, enz.) Kan tijdens de verwerking niet worden aangepast en gecompenseerd, de elastische vervorming van de mechanische structuurcomponenten moet worden gecontroleerd binnen een kleine limiet om te zorgen voor de vereiste verwerking van de vereiste verwerking en oppervlaktekwaliteit. Onder invloed van interne en externe warmtebronnen, zullen de verschillende delen van het machine -gereedschap verschillende graden van thermische vervorming ondergaan, die de relatieve bewegingsrelatie tussen het werkstuk en het gereedschap zullen vernietigen, en ook de driemaandelijkse achteruitgang van het machinetool veroorzaken. Voor CNC -machine -tools, omdat het gehele verwerkingsproces wordt geregeld door berekende instructies, is de invloed van thermische vervorming ernstiger. Zwaar. Om thermische vervorming te verminderen, worden de volgende maatregelen meestal gebruikt in de structuur van CNC -machine -gereedschap: (1) het genereren van warmte verminderen; (2) stijging van de controletemperatuur; (3) Verbeter het machinetoolmechanisme.
3. Verminder de wrijving tussen bewegingen en elimineer de transmissie -speling
De verplaatsing van de CNC Machine Tool Worktable (of Slide) is equivalent aan een kleine eenheid in elf pulsen, en het is meestal vereist om op de basissnelheid te bewegen. Om de werkplek nauwkeurig te laten reageren op de instructies van het CNC -apparaat, moeten overeenkomstige maatregelen worden genomen. Momenteel zijn er duidelijke verschillen in de wrijvingsdempingkenmerken van de veelgebruikte glijdende gidsen, rolgidsen en hydrostatische gidsen. Gebruik kogelschroeven in plaats van schuifgeleiders in het voedingssysteem dat hetzelfde effect kan worden bereikt met de loodschroef. Momenteel gebruiken CNC -machinegereedschap bijna allemaal de overdracht van de balschroef. De bewerkingsnauwkeurigheid van CNC-machinetools (met name Open-Loop System CNC Machine Tools) hangt grotendeels af van de nauwkeurigheid van de feedtransmissieketen. Naast het verminderen van de bewerkingsfouten van transmissievrichten en kogelschroeven, is een andere belangrijke maatregel om een gaploos transmissiepaar te gebruiken. Voor de cumulatieve fout van de steek van de kogelschroef wordt een pulscompensatieapparaat meestal gebruikt voor toonhoogtecompensatie.
Leven en precisiebewaking van machinetools
4. Om de levensduur en precisie -behoud van machinegereedschap te verbeteren, moet de slijtvastheid van CNC -machineonderdelen volledig worden overwogen tijdens het ontwerp, vooral het is de slijtvastheid van de belangrijkste onderdelen die de voortgang beïnvloeden, zoals de machine -gereedschapsgeleiderrails, voedingsservospilcomponenten, enz. Tijdens gebruik, moet de smering van alle onderdelen van het CNC -machinetool goed zijn.
5. Verminder de hulptijd en verbetert de bedrijfsprestaties
In de verwerking van één stuk vanCNC Machine Tools, Auxiliary Time (niet-Chip Time) is goed voor een groot deel. Om de productiviteit van machine -tools verder te verbeteren, is het noodzakelijk om maatregelen te nemen om de hulptijd te minimaliseren.
Op dit moment hebben veel CNC -machinetools meerdere spillen, meerdere gereedschapshouders en automatische toolwisselaars met gereedschapsmagazines overgenomen om de tijdsveranderingstijd te verminderen. Voor CNC -machinegereedschap met verhoogd chipverbruik moet de bedstructuur bevorderlijk zijn voor het verwijderen van chip.
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid